








TD Serie-1 CNC-Bohrmaschine für Krümmerrohre




| Artikel | Name | Parameter | ||
| TD0308 | TD0309 | TD0608 | ||
| Maß- und Bearbeitungsgenauigkeit des Verteilerrohrs. | Header-Material | SA106-C,12Cr1MoVG,P91,P92 (Maximale Härte an der Verbindungsschweißnaht: 350 HB | CS - SA 106 Gr. B(Die maximale Härte an der Schweißnaht beträgt 350 HB.) | |
| Außendurchmesserbereich des Krümmers | φ60-φ350mm | φ100-φ600mm | ||
| Headerlängenbereich | 3-8,5 m | 3-7,5 m | ||
| Dickenbereich des Headers | 3-10 mm | 15-50 mm | ||
| Bohrdurchmesser (einmalige Bildung) | φ10-φ64mm | ≤φ50mm | ||
| Verarbeitungsdurchmesser der Verschachtelung (einmalige Bildung) | φ65-φ150mm | |||
| Gerader Abschnitt l von der äußersten Lochkante bis zum Ende | ≥100 mm | |||
| CNC-Teilkopf | Menge | 2 | 1 | |
| Schwenkgeschwindigkeit | 0-4 U/min (CNC) | |||
| Vertikaler Strich | ±100 mm | ±150 mm | ||
| HorizontalSchlaganfall | 500 mm | |||
| Vertikaler Vorschubmodus | Schrittweise | |||
| Horizontaler Vorschubgeschwindigkeitsmodus | Schrittweise | |||
| Bohrkopf und sein vertikaler Rammen | Bohren eines Spindelkegellochs | BT50 | ||
| Spindeldrehzahl | 30~3000 U/min(Stufenlos einstellbar) | |||
| Z-Hub des Bohrkopfes | etwa 400 mm | Ungefähr 500 mm | ||
| Hub des Bohrkopfes in Y-Richtung | etwa 400 mm | |||
| Maximale Bewegungsgeschwindigkeit des Bohrkopfes in Z-Richtung | 5000 mm/min | |||
| Maximale Bewegungsgeschwindigkeit des Bohrkopfes in Y-Richtung | 8000 mm/min | |||
| Fahrmodus | Servomotor + Kugelgewindetrieb | |||
| Portal | Portalantriebsmodus | Servomotor + Zahnstange und Ritzel | ||
| Maximaler Hub der x-Achse | 9m | |||
| Maximale Bewegungsgeschwindigkeit der x-Achse | 8000 mm/min | 10000 mm/min | ||
| andere | Anzahl der CNC-Systeme | 1 Satz | ||
| Anzahl der NC-Achsen | 4 | |||
| Testorganisation | 1 Satz | |||
| Hilfsdrückvorrichtung | 1 Satz | |||
| Unterstütztes Gerät | 1 Satz | |||
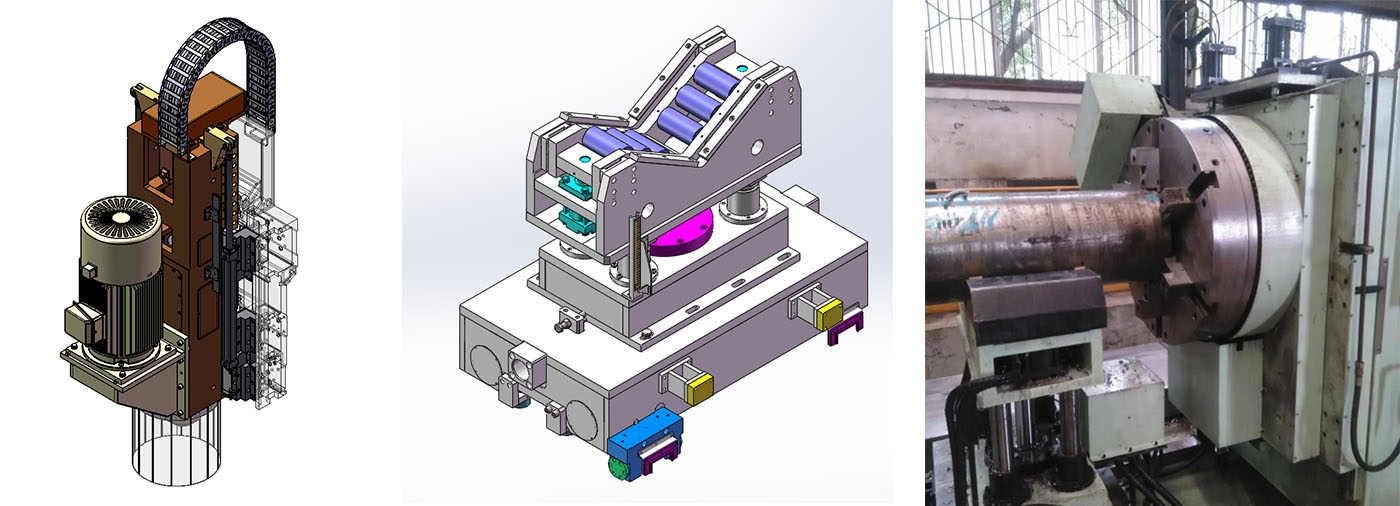
Die Maschine besteht aus einem Sockel, einem Portal, einem Bohrkopf, einem CNC-Teilkopf, einer Hilfspressvorrichtung, einer Stützvorrichtung, einem Werkzeugmagazin, einem Späneauswurf- und Kühlsystem, einer automatischen Schmier- und Hydraulikanlage, einem pneumatischen System und einem elektrischen System.
a. Bohrkopf und Vertikalramme
Der Bohrkopf wird über einen Riemen von einem Frequenzumrichter angetrieben. Der Vertikalvorschub erfolgt über eine Linearführung, der vertikale Vorschub wird von einem AC-Servomotor angetrieben, der wiederum ein Kugelgewindetriebpaar antreibt. Dadurch werden die Bewegungen Schnellvorschub, Vorschub, Stopp und Verzögerung realisiert.


b. CNC-Teilkopf
Der CNC-Teilkopf ist an einem Ende des Maschinensockels montiert und kann zur Erleichterung des Be- und Entladens des Teilkopfes vor- und zurückbewegt werden. Der Teilkopf ist mit einem kundenspezifischen Hydraulikfutter ausgestattet, das über ein Präzisionsdrehlager mit hoher Übertragungsgenauigkeit und großem Drehmoment verfügt.

c. Spanabfuhr und Kühlung
Die Rinne unter dem Bohrfuß ist mit einem Flachkettenförderer für Späne ausgestattet, der diese am Ende automatisch in den Spänebehälter entleert. Im Kühlmittelbehälter des Späneförderers befindet sich eine Kühlpumpe, die zur externen Kühlung des Werkzeugs dient und so die Bohrleistung und die Lebensdauer des Bohrers gewährleistet. Das Kühlmittel ist wiederverwendbar.

d. Schmiersystem
Die Werkzeugmaschine verwendet eine Kombination aus automatischem Schmiersystem und manueller Schmierung, um alle Teile der Maschine zu schmieren. Dies vermeidet den mühsamen manuellen Betrieb und verlängert die Lebensdauer der einzelnen Teile.
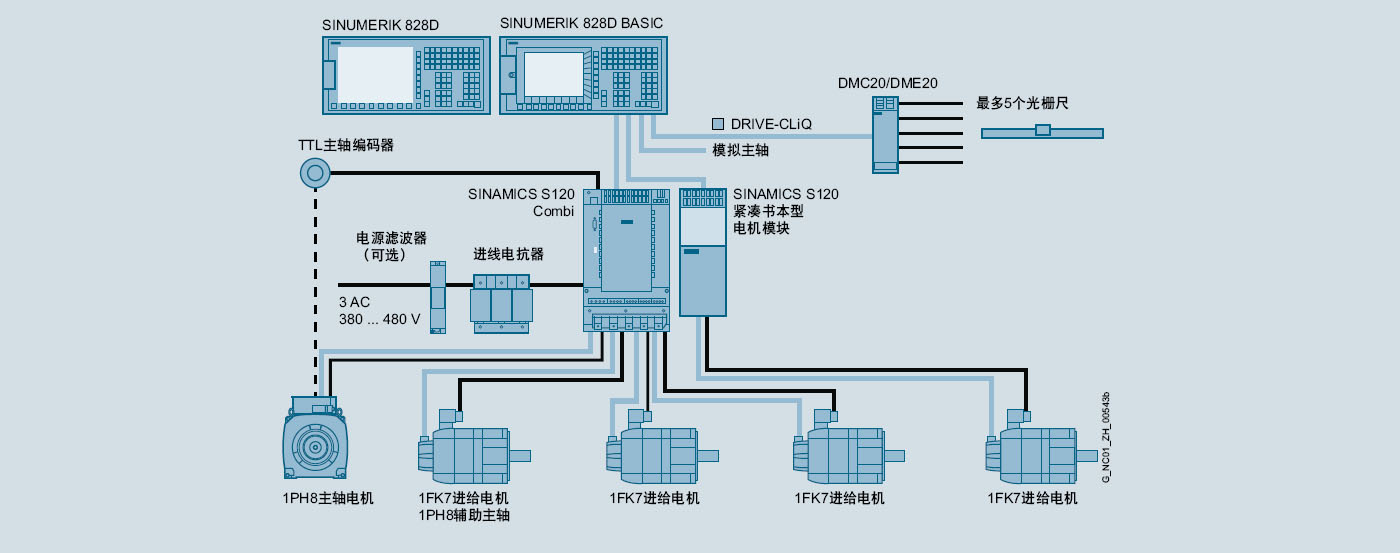
e. Elektrisches Steuerungssystem
Das CNC-System basiert auf dem Siemens SINUMERIK 828d CNC-System. Das SINUMERIK 828d ist ein bedienfeldbasiertes CNC-System. Es integriert CNC, SPS, Bedienoberfläche und Messregelkreis.
| NO. | Name | Marke | Land |
| 1 | CNCSystem | Siemens 828D | Deutschland |
| 2 | Vorschub-Servomotor | Siemens | Deutschland |
| 3 | LIn-Ear-Führungsschiene | HIWIN/PMI | Taiwan, China |
| 4 | Präzisionsgetriebe für die X-Achse | ATLANTA | Deutschland |
| 5 | Zahnstangen- und Ritzelpaar der X-Achse | ATLANTA | Deutschland |
| 6 | Präzisionsspindel | Kenturn/Spintech | Taiwan, China |
| 7 | Spindelmotor | SFC | China |
| 8 | Hydraulikventil | ATOS | Italien |
| 9 | Ölpumpe | Justmark | Taiwan, China |
| 10 | Schleppkette | CPS | Korea |
| 11 | Automatisches Schmiersystem | HERG | Japan |
| 12 | Knopf, Kontrollleuchte und andere elektrische Hauptkomponenten | Schneider | Frankreich |
| 13 | Kugelgewindetrieb | I+F/NEFF | Deutschland |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 
