






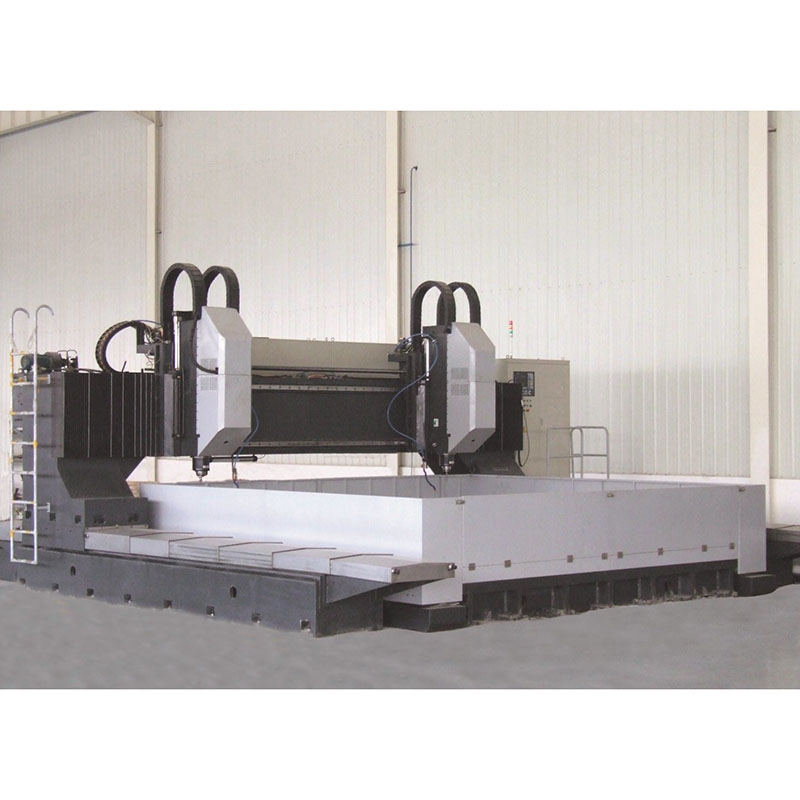
PM-Serie Portal-CNC-Bohrmaschine (Rotationsbearbeitung)




| NO | Artikel | Parameter | |||
| PM20A | PM25B | PM30B | |||
| 1 | Maximale Materialgröße | Verarbeitungsdimension | Φ800~Φ2000 mm | φ1000~φ2500mm | φ1300~φ3000mm |
| MaximalMaterialDicke | 300 mm | ||||
| 2 | Drehtisch (C-Achse) statischer Druck | Durchmesser des Drehtisches | 2000 mm | Ф2500 mm | Ф3000 mm |
| T-Nut-Breite | 36 mm | ||||
| Ltragfähig | 3T/m | 30T | 40T | ||
| Minimale Indexierungseinheit festlegen | 0,001° | ||||
| Rotationsgeschwindigkeit der C-Achse | 0-1 U/min | ||||
| Positioniergenauigkeit der C-Achse | 8"(Spezielle Anpassung) | ||||
| Wiederholgenauigkeit der C-Achse | 4"(Spezielle Anpassung) | ||||
| Gewicht | 17 Tonnen | 17 Tonnen | 19 Tonnen | ||
| 3 | Kopfplatte | Maximaler Bohrlochdurchmesser | Φ96 mm | Φ60 mm(Hartmetallbohrer) | Φ70 mm(Hartmetallbohrer) |
| Maximaler Gewindedurchmesser | M30 | M45 | M56 | ||
| Maximale Spindeldrehzahl | 3000 U/min | 2000 U/min | |||
| Spindelkonus | BT50 | ||||
| Spindelmotorleistung | 45 kW | 30/41 kW | 30/45 kW | ||
| Maximales Drehmoment der Spindel ≤ 250 U/min | 1140/1560 Nm | ||||
| Variable Box | 1:1.2/1:4.8 | ||||
| Abstand zwischen Spindelstirnfläche und Drehtisch | 400-900 mm | 400-1050 mm | |||
| Abstand von der Spindelachse zum Drehtischmittelpunkt | 500-1700 mm | 650-1850 mm | |||
| 4 | Hydrauliksystem | Hydraulikpumpendruck / Durchfluss | 6,5 MPa / 25 l/min | ||
| Motorleistung der Hydraulikpumpe | 3 kW | ||||
| 5 | Elektrisches System | Numerisches Steuerungssystem | Siemens 828D | ||
| Anzahl der CNC-Achsen | 3+1 | 3+1 | 3+1 | ||
| Gesamtleistung des Motors | um75kW | etwa 50 kW | etwa 70 kW | ||
| 6 | Maschinenabmessungen (L*B*H) | Aca. 5,8 x 4,2 x 5 m | etwa 6,3*4.7*5m | ||
| 7 | Main maKinngewicht | ≥17 Tonnen | Maschine: 20-Tonnen-Hydrostatik-Drehturm:17T | Maschine20T Hydrostatischer Turm:19T | |
1. Die Maschine besteht im Wesentlichen aus Bett und Längsschlitten, Portal und Querschlitten, automatischem Spannfutter, vertikalem Bohrkopf, Hydrauliksystem, Kühlsystem, elektrischem System, automatischer Schmierung und anderen Teilen.

2. Der Z-Richtungs-Stößel ist vertikal auf dem Y-Richtungs-Schlitten montiert, der von den Linearrollenführungspaaren auf beiden Seiten des Stößels geführt, von dem vom Servomotor angetriebenen Gewindespindelpaar angetrieben und durch den Hydraulikzylinder ausbalanciert wird.
3. Der hydraulische Zylinder des vertikalen CNC-Vorschubzylinders in Z-Richtung ist zur Auswuchtung auf der in Y-Richtung beweglichen Gleitplatte des Portals montiert. Der Bohrkopf wird von einem speziellen Frequenzumrichtermotor angetrieben und verfügt über einen Synchronriemen. Er zeichnet sich durch ein hohes Drehmoment bei niedrigen Drehzahlen und die Fähigkeit zur Aufnahme hoher Schnittkräfte aus. Er eignet sich auch für die Hochgeschwindigkeitsbearbeitung von Hartmetallwerkzeugen.

4. Für die Bohrspindel dieser Maschine wird eine Präzisionsspindel aus Taiwan (mit Innenkühlung) verwendet. Die Spindelkegelbohrung BT50 verfügt über einen automatischen Räummechanismus mit Schmetterlingsfeder.
5. Das automatische Spannfutter dient zum automatischen Spannen des runden Werkstücks, wobei die Spannkraft einfach einstellbar ist. Das Spannfutter ist vom Maschinentisch getrennt, um ein schnelles automatisches Spannen und einen zuverlässigen Betrieb zu gewährleisten.
6. Die X-Achsen-Führungsschienen auf beiden Seiten der Maschine sind mit einer Edelstahl-Schutzabdeckung versehen, und die Y-Achsen-Führungsschienen sind an beiden Enden mit einer flexiblen Schutzabdeckung und einer Soft-End-Funktion ausgestattet.
7. Die Maschine ist mit einem Flachketten-Späneförderer, einem kippbaren Späneauffangbehälter und einem Kühlsystem mit Papierfilter ausgestattet, wobei das Kühlmittel recycelt wird.

8. Das CNC-System dieser Maschine ist ein spanisches FAGOR8055 mit elektronischem Handrad, das sich durch hohe Leistungsfähigkeit und einfache Bedienung auszeichnet. Es ist mit einem übergeordneten Computer und einer RS232-Schnittstelle ausgestattet und bietet Funktionen zur Bearbeitungsvorschau und -prüfung. Die Bedienoberfläche ermöglicht die Mensch-Maschine-Kommunikation, Fehlerkompensation und automatische Alarmierung.
| NO | Name | Marke | Land |
| 1 | Rollen-Linearführung | HIWIN | Taiwan, China |
| 2 | Kugelgewindetrieb | NEFF/IF | Deutschland |
| 3 | Ф 2500 Drehtisch (statischer Druck) | JIER Werkzeugmaschinengruppe | China |
| 4 | Numerisches Steuerungssystem | Siemens 828D | Deutschland |
| 5 | Vorschub-Servomotor und Treiber | Siemens | Deutschland |
| 6 | Hauptmotor | Siemens | Deutschland |
| 7 | Gitterlineal | FAGOR | Spanien |
| 8 | Spindel | Kenturn | Taiwan, China |
| 9 | Hydraulikventil | ATOS | Italien |
| 10 | Ölpumpe | Justmark | Taiwan, China |
| 11 | Automatisches Schmiersystem | BIJUR | USA |
| 12 | Kühlpumpe | Fengchao-Pumpen | China |
| 13 | Knopf, Kontrollleuchte und andere elektrische Hauptkomponenten | Schneider | Frankreich |
| 14 | TÜbertragungsfall | GTP | Taiwan, China |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 

