





PUL14 CNC-Stanz-, Scher- und Markiermaschine für U-Profile und Flachstangen




| Arbeiten MaterialReichweite | 80x43x5~140x60x8mm(U-Kanal) |
| 40x3-80x8mm(Flachstange) | |
| MaterialTyp | Q235 |
| Nennkraft beim Stanzen | 950KN |
| Maximaler Stanzdurchmesserr | φ26mm(RundenLoch) |
| φ22x60mm(OvalLoch) | |
| Anzahl der StanzvorgängePositionen | 3 |
| Markierungs-Nennkraft | 630KN |
| AnzahlMarkierungGruppen | 4 |
| AnzahlMarkierungpro Gruppe | 10 |
| CharakterGröße | 14x10x19mm |
| Nennscherkraft | 750KN(Bandstahl) |
| 1000KN(Kanal-Stahl) | |
| AbgeschnittenModus | EinzelKlingenscheren |
| MaximalRohstofflength | 9m |
| Maximal fertiggestelltMaterialLänge | 3m |
| Bearbeitungsgenauigkeit | Erfüllen Sie die Anforderungen von GB/T 2694-2010 |
| Kühlmodus | Wasserkühlung |
| Gesamtleistung der Geräte | 33KW |
| Maschinenabmessungen | 27x9x2,2m |
| Nettogewicht | Ungefähr 14Tonnen |
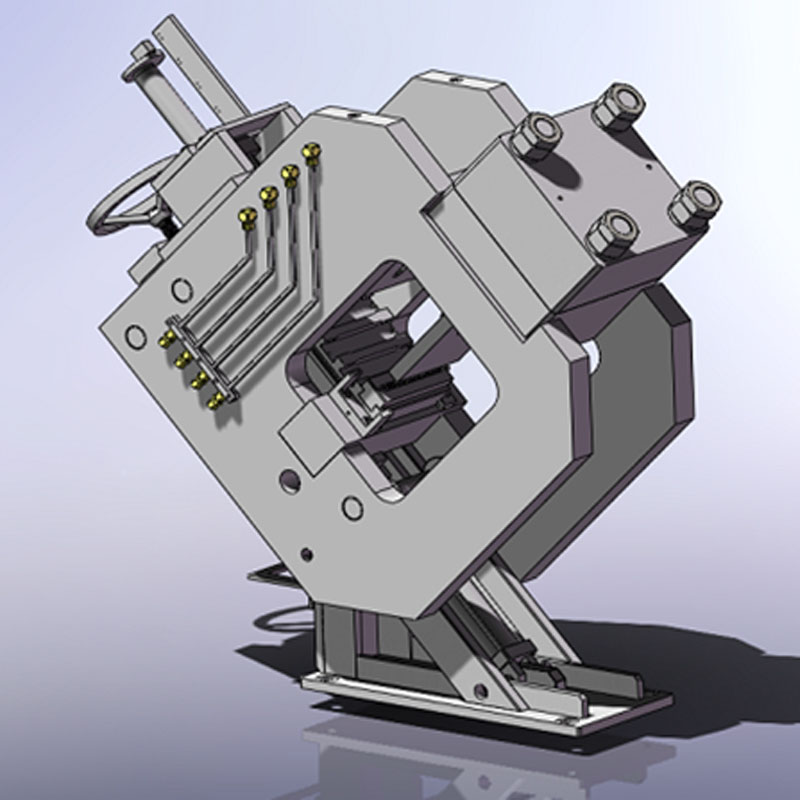
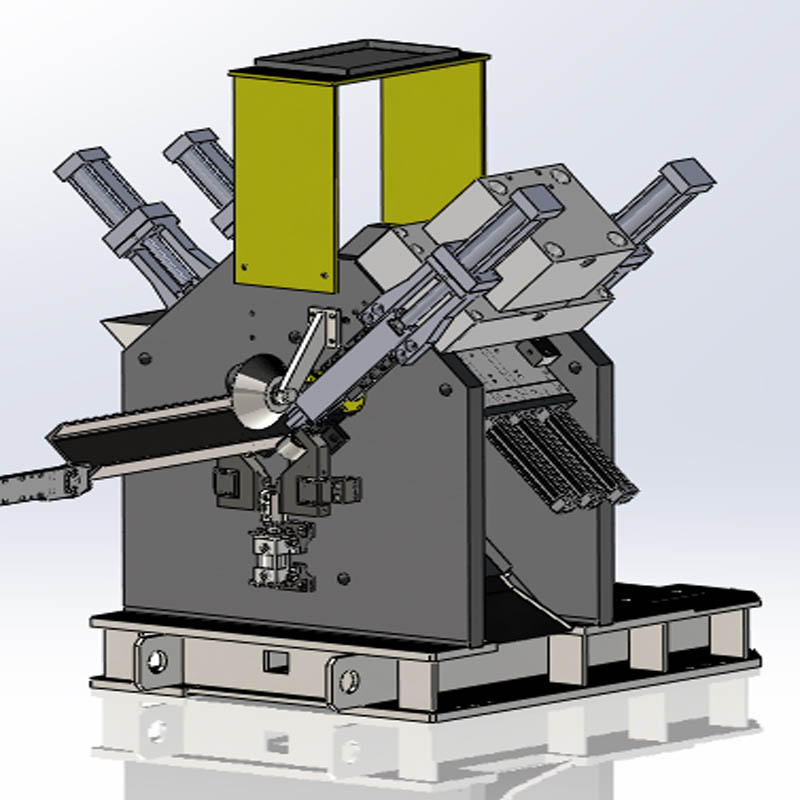
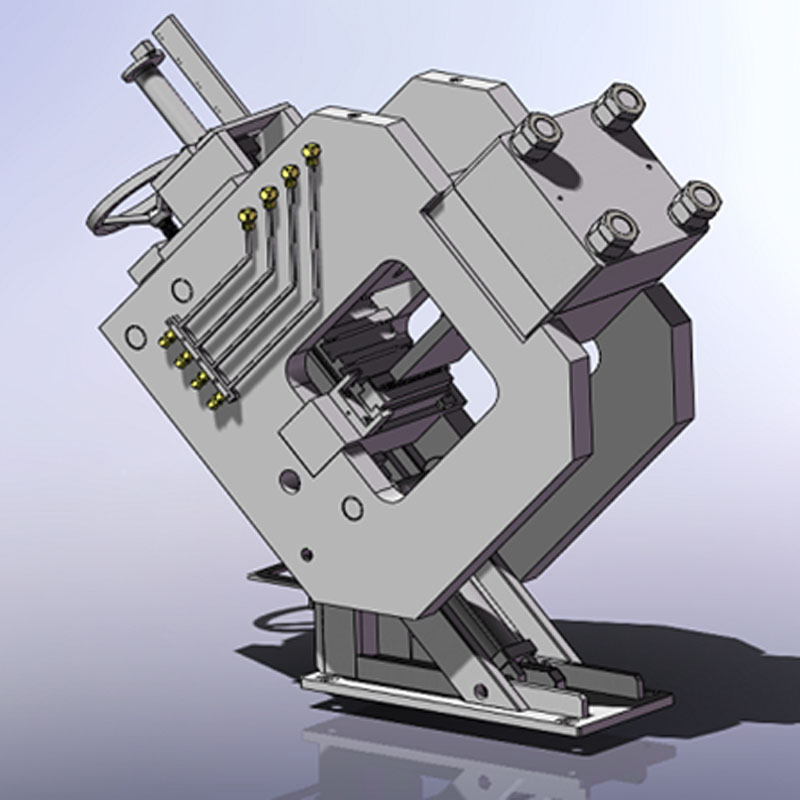
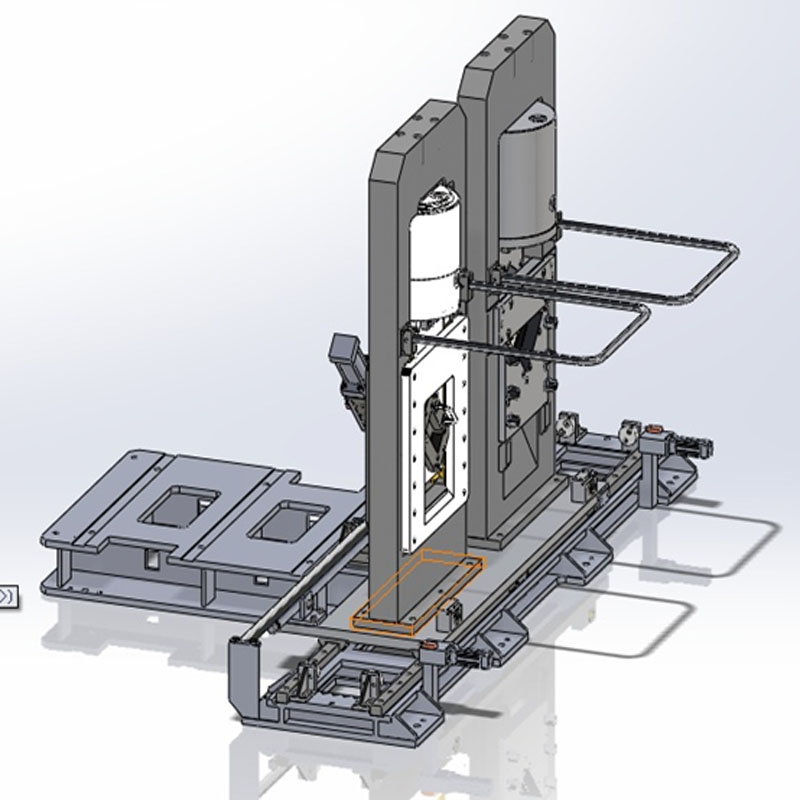
1. Die Hauptmaschine besteht aus einer Markiereinheit, einer Stanzeinheit und einer Schereinheit.
① Die Markierungseinheit ist geschlossen. Sie verfügt über vier austauschbare Zeichenkassetten, die jeweils 10 Zeichen aufnehmen können. U-Profilstahl kann nur an der Stegseite markiert werden.
② Die Stanzeinheit ist als geschlossenes Gehäuse ausgeführt und kann drei Löcher mit unterschiedlichen Durchmessern (rundes Loch und ovales Loch) in das Material stanzen.
③ Die Schereinheit besteht aus zwei Schervorrichtungen: einer Flachstangenschere und einer U-Profilschere. Ein Einklingen-Schneidmechanismus gewährleistet einen sauberen Schnittquerschnitt, eine einfache Einstellung des Schnittspalts und Materialeinsparung.
2. Das Material wird pneumatisch fixiert und schnell positioniert. Der Antrieb erfolgt über einen Servomotor und eine Zahnstange, wodurch eine hohe Positioniergenauigkeit gewährleistet wird.
3. Der Querförderer besteht aus vier Ketten mit Verschiebeblöcken und einem Rahmenkörper. Die Ketten werden über ein Getriebe von einem Motor angetrieben.
4. Das Ausgabeförderband besteht aus einem Förderband und einem Zylinder. Nachdem das fertige Material den Hauptmaschinenteil verlassen hat, wird es gedreht und aus der Produktionslinie befördert.
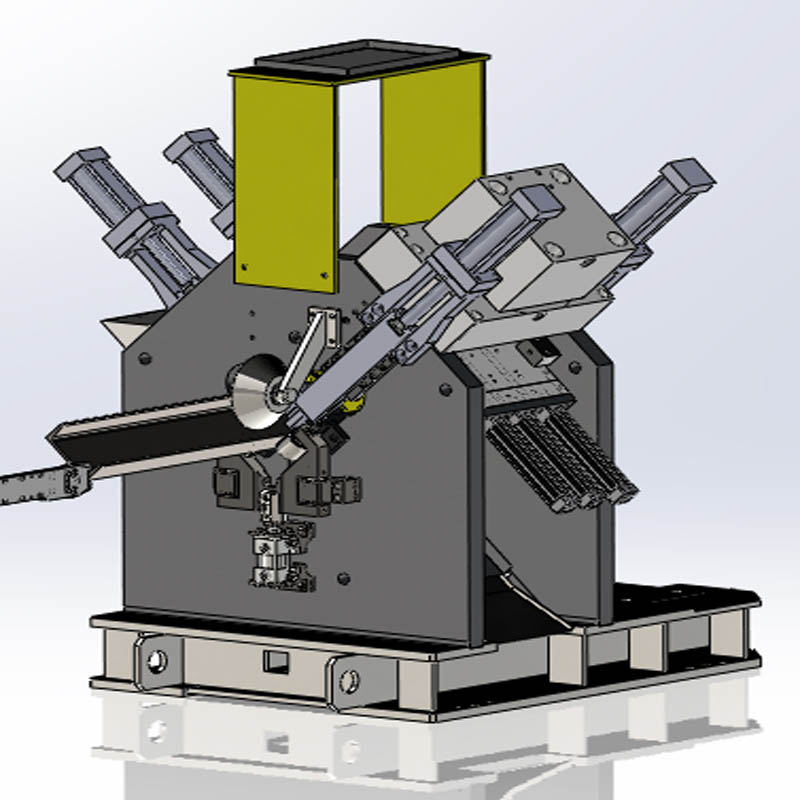
5. Die Maschine verfügt über drei CNC-Achsen: die Bewegung und Positionierung des Zuführwagens sowie die Auf- und Abbewegung und Positionierung der Stanzwerkzeuge.
6. Die Computerprogrammierung ist einfach und kann die Materialgrafiken sowie die Koordinaten der Lochpositionen anzeigen, was die Inspektion erleichtert. Die übergeordnete Rechnerverwaltung vereinfacht das Speichern und Aufrufen des Programms erheblich; grafische Darstellung; Fehlerdiagnose und Fernkommunikation sind ebenfalls möglich.
7. Kühlmodus des Hydraulikaggregats: Wasserkühlung oder Luftkühlung (optional).
| NO | Name | Marke | Land |
| 1 | Wechselstrom-Servomotor | Delta/Schneider | Taiwan, China / Frankreich |
| 2 | SPS | Yokogawa/ Schneider | Japan / Frankreich |
| 3 | Eingabemodul | Yokogawa/ Schneider | Japan / Frankreich |
| 4 | Ausgabemodul | Yokogawa/ Schneider | Japan / Frankreich |
| 5 | Positionierungsmodul | Yokogawa/ Schneider | Japan / Frankreich |
| 6 | Schütz | Siemens | Deutschland |
| 7 | Motorschalter | Siemens | Deutschland |
| 8 | Stützkette | Kabel | Deutschland |
| 9 | Elektromagnetisches Entlastungsventil | ATOS | Italien |
| 10 | Überdruckventil | ATOS | Italien |
| 11 | Elektrohydraulisches Wegeventil | JUSTMARK | Taiwan, China |
| 12 | Schleppplatte | AirTAC | Taiwan, China |
| 13 | Luftventil | AirTAC | Taiwan, China |
| 14 | Zylinder | SMC | Japan |
| 15 | Doppelhaushälfte | SMC | Japan |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 

