



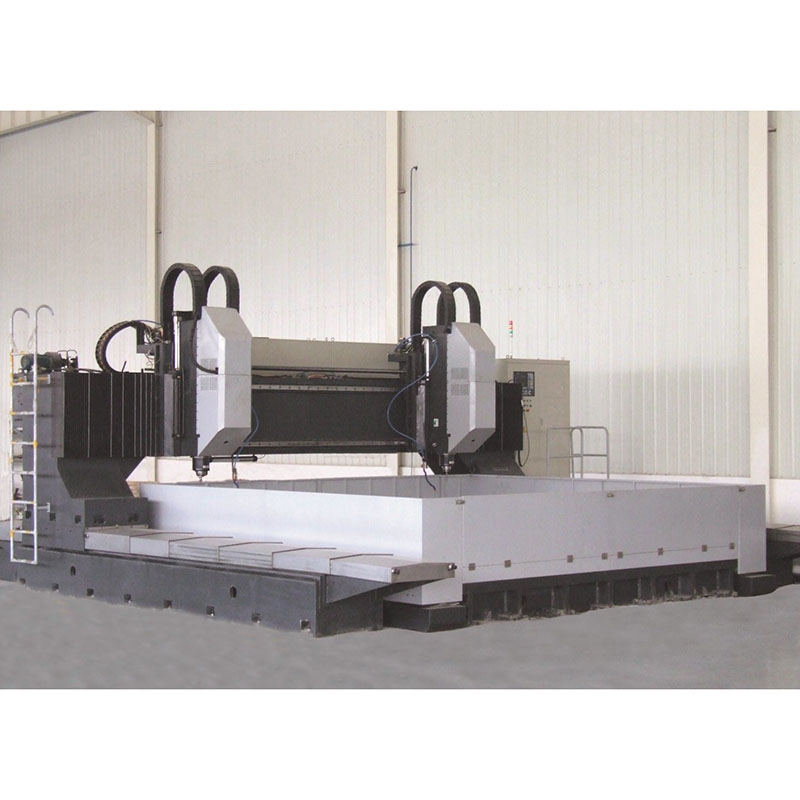



PLM-Serie CNC-Portalbohrmaschine




| Item | NName | Parameter | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Maximale BearbeitungMaterialGröße | Länge x Breite | 3000*3000 mm | 4000×4000 mm | 5000×5000 mm | 5000×5000 mm |
| Maximale Blechdicke | 250 mm, Skalierbar bis 380 mm | ||||
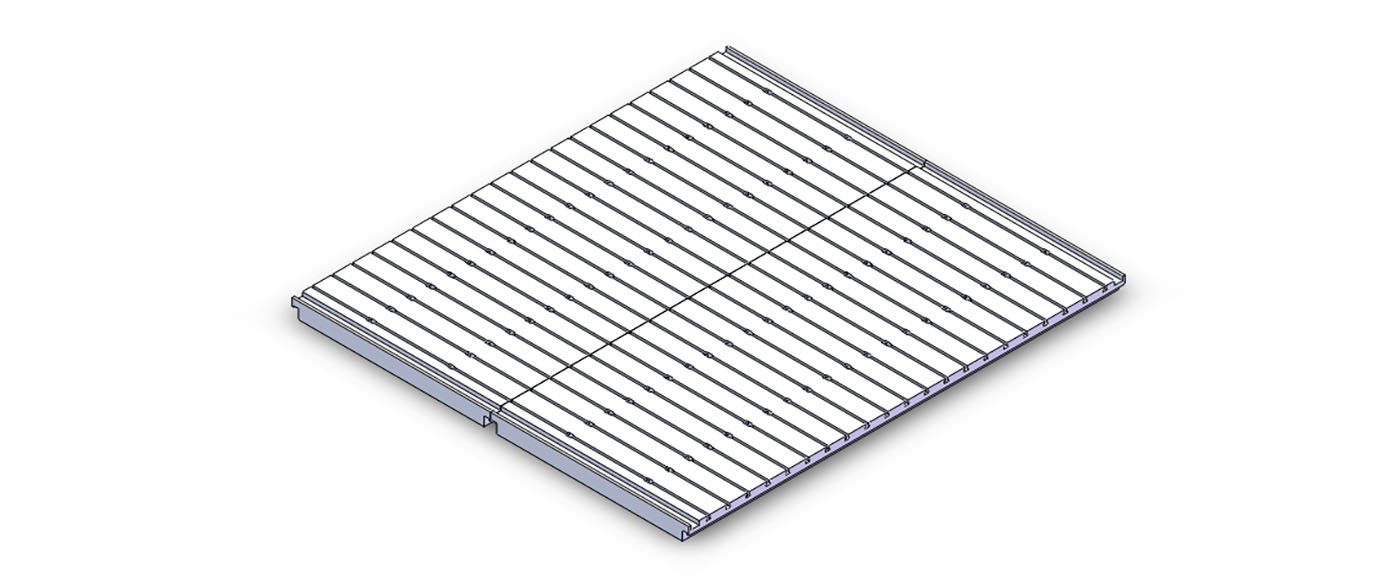
| ArbeitenTisch | Werkbankgröße | 3500×3000 mm | 4500×4000 mm | 5500×4000 mm | 5500×4000 mm |
| T-Nutbreite | 28 mm | ||||
| Ltragfähig | 3tons/㎡ | ||||
| BohrenSpindel | MaximalBohrenLochdurchmesser | φ60 mm | |||
| Maximales VerhältnisWerkzeuglänge im Verhältnis zum Lochdurchmesser | ≤10(KroneKarbidbohren) | ||||
| SpindelDrehzahl | 30-3000 U/min | ||||
| Spindelkonus | BT50 | ||||
| Spindelmotorleistung | 2×22kW | ||||
| Maximales Spindeldrehmomentn≤750 U/min | 280 Nm | ||||
| Abstand von der unteren EndflächeSpindelzum Arbeitstisch | 280–780 mm (Entsprechend anpassenMaterialDicke) | ||||
| Längsbewegung des Portals (x-Achse) | Maximaler Hub | 3000 mm | 4000 mm | 5000 mm | |
| Bewegungsgeschwindigkeit der X-Achse | 0–8 m/min | ||||
| Servomotorleistung der X-Achse | 2×2,7kW | ||||
| PPositioniergenauigkeit | X-Achse、Y-Achse | 0,06 mm/ ganzSchlaganfall | 0,08 mm/ ganzSchlaganfall | 0.10 mm/ ganzSchlaganfall | |
| Wiederholgenauigkeit der Positionierung | X-Achse、Y-Achse | 0,035mm/ ganzSchlaganfall | 0,04 mm/ ganzSchlaganfall | 0,05 mm/ ganzSchlaganfall | |
| Hydrauliksystem | Hydraulikpumpendruck / Durchfluss | 15 MPa / 25 l/min | |||
| Hydraulikpumpenmotorleistung | 3,0 kW | ||||
| Pneumatisches System | Luftversorgungsdruck | 0,5 Mio.pa | |||
| Spanabfuhr und Kühlung | Späneförderer-Typ | Flache Kette | |||
| Anzahl der Späneförderer | 2 | ||||
| Spanabfuhrgeschwindigkeit | 1 m/min | ||||
| Motorleistung für Späneförderer | 2×0,75kW | ||||
| Kühlmodus | Interne Kühlung + externe Kühlung | ||||
| Maximaler Druck | 2 MPa | ||||
| Maximaler Durchfluss | 2 × 50 l/min | ||||
| Elektrisches System | CNC | Siemens 828D | |||
| CNCAchseNummer | 6 | ||||
| Gesamtmotorleistung | ca. 75 kW | ||||
| Gesamtabmessungen der Werkzeugmaschine | Länge × Breite × Höhe | Um 8 m × 8 m × 3 m | Um9m×9m×3m | Um10m×10m×3m | Um10m×10m×3m |
| Gesamtgewicht der Werkzeugmaschine | Ungefähr 32 Tonnen | Um40t | Um48t | ||
1. Diese Maschine besteht im Wesentlichen aus Bett und Säule, Träger und horizontalem Schiebetisch, vertikalem Bohraggregat vom Typ Ram, Arbeitstisch, Späneförderer, Hydrauliksystem, Pneumatiksystem, Kühlsystem, Zentralschmiersystem, elektrischem System usw.

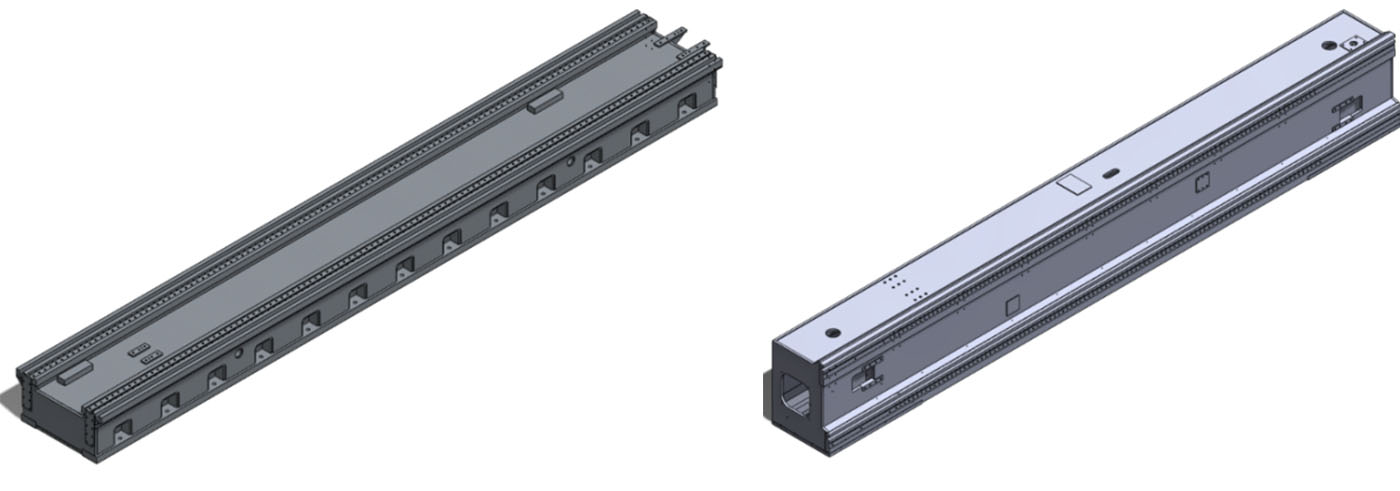
2. Hochsteife Lagerbasis mit hochpräzisen Spezialgewindespindeln. Die extra lange Montagefläche gewährleistet axiale Steifigkeit. Das Lager ist mit einer Kontermutter vorgespannt, und die Gewindespindel ist vorgespannt. Die Vorspannung wird anhand der thermischen Verformung und Längenänderung der Gewindespindel berechnet, um sicherzustellen, dass sich die Positioniergenauigkeit der Gewindespindel auch bei Temperaturerhöhung nicht verändert.
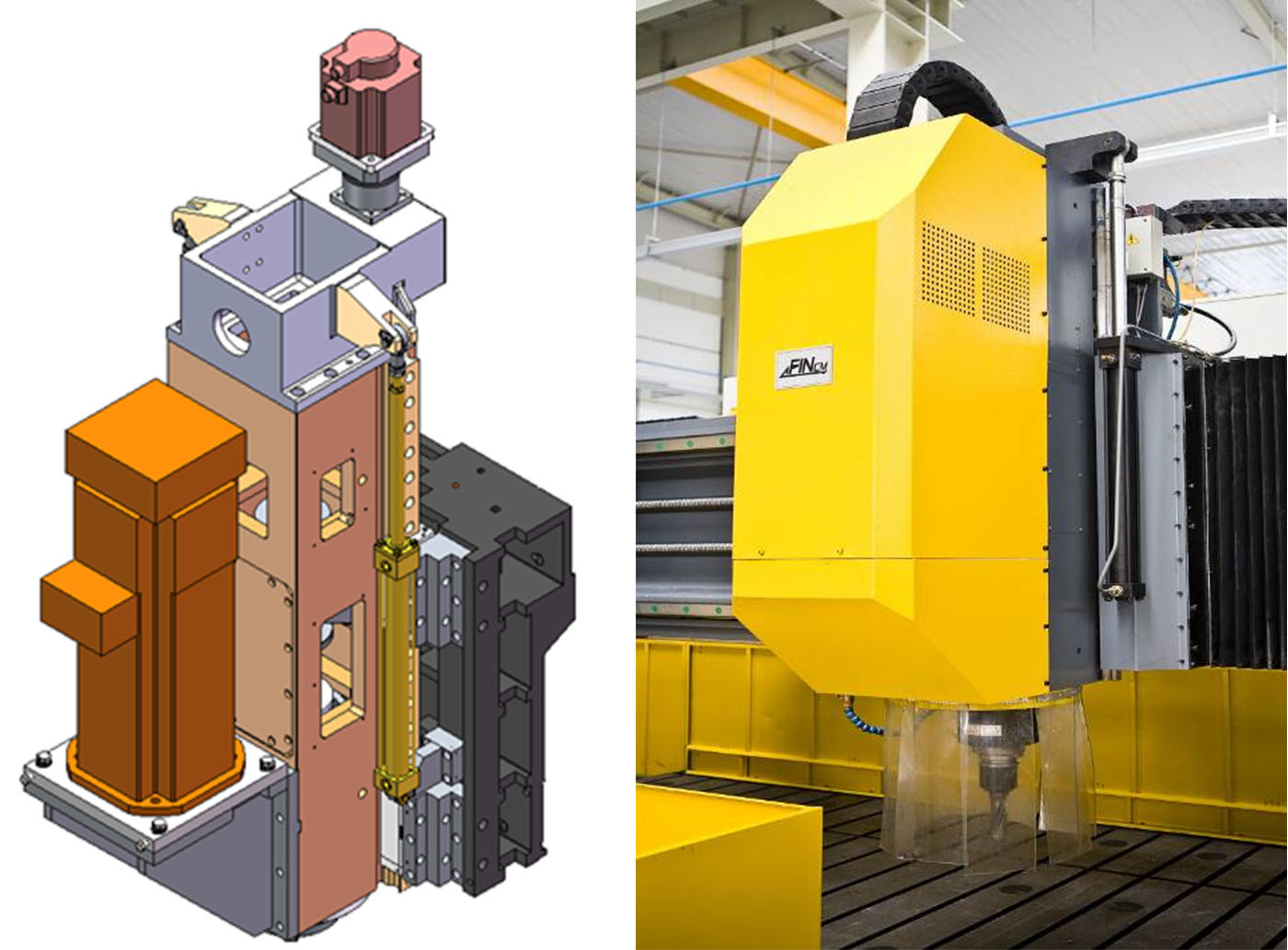
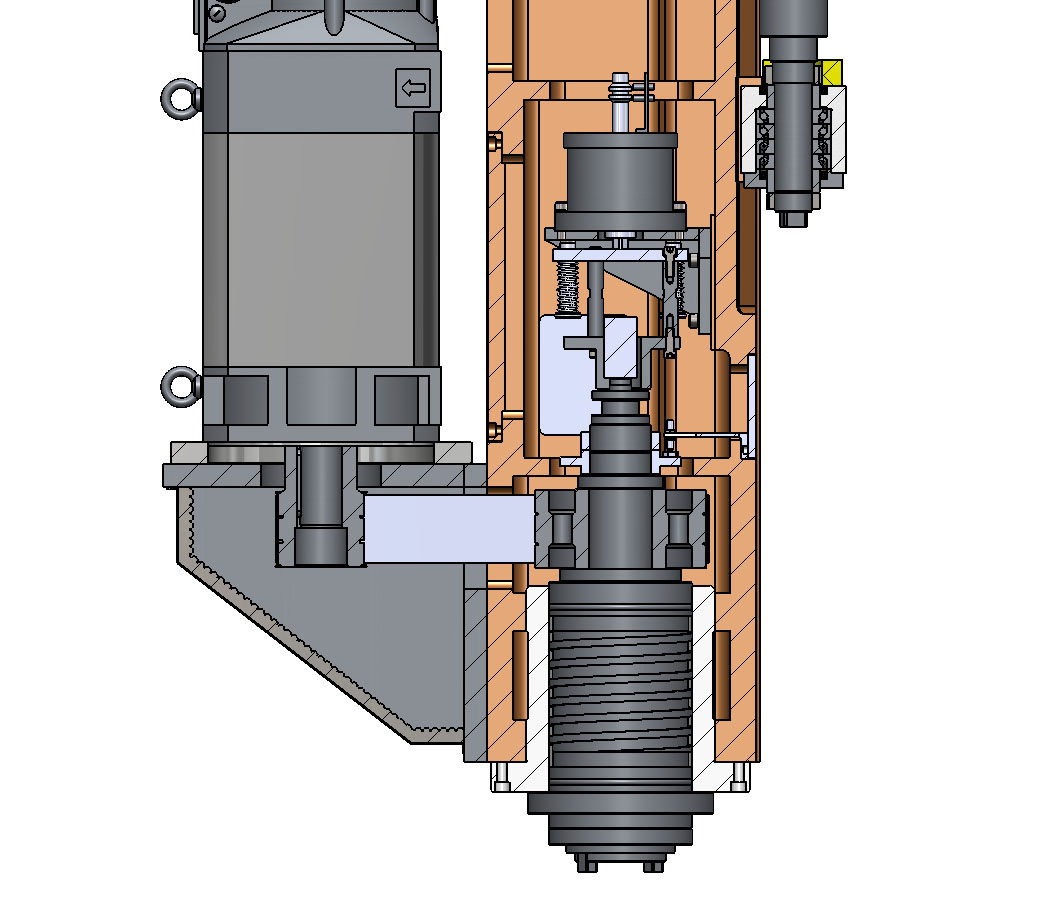
Bohr- und Fräskopf
3. Die vertikale Bewegung (Z-Achse) des Antriebskopfes wird durch zwei Linearrollenführungen am Stößel geführt, die sich durch hohe Führungsgenauigkeit, Vibrationsfestigkeit und geringen Reibungskoeffizienten auszeichnen. Der Kugelgewindetrieb wird über ein Präzisionsplanetengetriebe von einem Servomotor angetrieben und ermöglicht eine hohe Vorschubkraft.
4. Diese Maschine verfügt über zwei Flachketten-Späneförderer an beiden Seiten des Arbeitstisches. Eisenspäne und Kühlmittel werden im Späneförderer gesammelt und dorthin transportiert, was die Späneabfuhr erheblich erleichtert; das Kühlmittel wird recycelt.
5. Diese Maschine bietet zwei Kühlmethoden – interne Kühlung und externe Kühlung –, die für ausreichende Schmierung und Kühlung des Werkzeugs sorgen.Materialwährend des Spanschneidens, was die bessere Gewährleistung derbohrenDie Kühlbox ist mit einer Flüssigkeitsstandüberwachung und Alarmfunktionen ausgestattet, der Standardkühldruck beträgt 2 MPa.
Präzisionsspindel
6. Die Führungsschienen der X-Achse sind auf beiden Seiten der Maschine mit Edelstahl-Schutzabdeckungen versehen, die Führungsschienen der Y-Achse sind an beiden Enden mit flexiblen Schutzabdeckungen ausgestattet.

Späneförderer
Kühlgerät
Automatische Schmiervorrichtung
7. Diese Maschine ist außerdem mit einem fotoelektrischen Kantentaster ausgestattet, um die Positionierung der kreisförmigen Platte zu erleichtern.

Siemens CNC-System
| NEIN. | Name | Marke | Land |
| 1 | Lineare Führungsschiene | HIWIN oder PMI | Taiwan, China |
| 2 | CNC-Steuerungssystem | Siemens | Deutschland |
| 3 | Servomotor und Treiber | Siemens | Deutschland |
| 4 | Präzisionsspindel | KENTURN oder SPINTECH | Taiwan, China |
| 5 | Hydraulikventil | YUKEN ODER Justmark | Japan |
| 6 | Ölpumpe | Justmark | Taiwan, China |
| 7 | Automatisches Schmiersystem | BIJUR ODER HERG | USA oder Japan |
| 8 | Tasten, Kontrollleuchten und andere elektrische Hauptkomponenten | SCHBEIDER/ABB | Frankreich/Deutschland |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 
