







PLD3020N Portal-CNC-Plattenbohrmaschine




| PlatteGröße | Plattenüberlappungsdicke | Max. 100 mm |
| Width × Länge | 3000 mm × 2000 mmEin Stück | |
| 1500 mm × 2000 mmTzwei Teile | ||
| 1000 mm × 1500 mmVierStücke | ||
| PHauptachse | QWechseln Sie schnell das Spannfutter | Morse 3 und 4 Kegellöcher |
| BohrenLochDurchmesser | Φ12-Φ50mm | |
| Modus für variable Geschwindigkeit | Stufenlos variable Drehzahl des Frequenzumrichters | |
| Drehzahl | 120-560 U/min | |
| Hublänge | 180 mm | |
| Bearbeitungsvorschub | Stufenlose hydraulische Drehzahlregelung | |
| PlatteKlemmung | Klemmdicke | 15-100 mm |
| Anzahl der Spannzylinder | 12 | |
| Klemmkraft | 7,5 kN | |
| Kühlmittel | MOde | Zwangsumlauf |
| Eelektrische Maschinen | Spindelmotor | 5,5 kW |
| Hydraulikpumpenmotor | 2,2 kW | |
| Spänefördermotor | 0,4 kW | |
| Kühlpumpenmotor | 0,25 kW | |
| Servomotor der X-Achse | 1,5 kW × 2 | |
| Y-Achsen-Servomotor | 1,0 kW | |
| Maschinenabmessungen | Länge × Breite × Höhe | Etwa 6183 × 3100 × 2850 mm |
| Gewicht | Maschine | etwa 5500 kg |
| Spanabfuhrsystem | etwa 400 kg | |
| Anzahl der Steuerachsen | X. Y (Punktsteuerung) Z (Spindel, hydraulischer Vorschub) | |
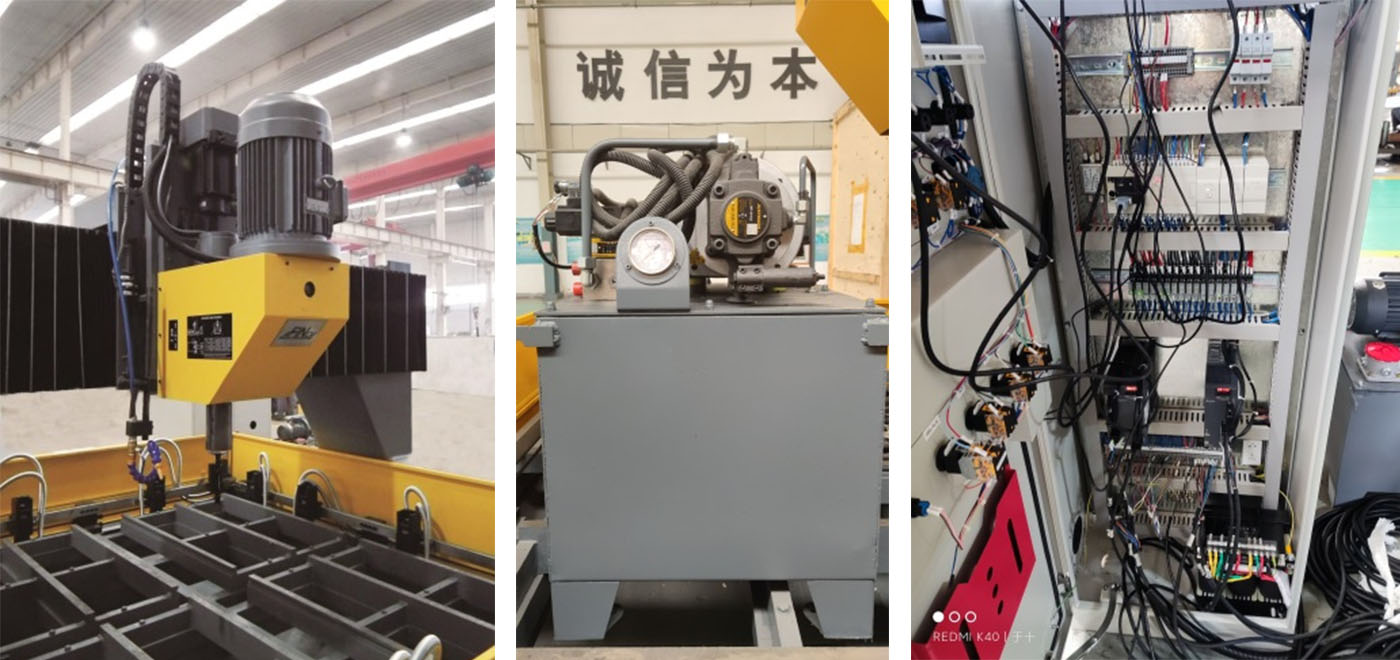
1. Die Werkzeugmaschine besteht im Wesentlichen aus Bett, Portal, Bohrkopf, Hydrauliksystem, Steuerungssystem, Zentralschmiersystem, Spanabfuhrsystem, Kühlsystem, Schnellwechselfutter usw.
2. Der hydraulische automatische Hubantriebskopf ist eine patentierte Technologie unseres Unternehmens. Vor der Inbetriebnahme müssen keine Parameter eingestellt werden; er wechselt automatisch zwischen Vorwärts-, Rückwärts- und Arbeitsbewegung und wird durch die Kombination von mechanischer und elektrischer Hydraulik realisiert.
3. Die Platte wird mittels einer hydraulischen Klemme fixiert, die Bedienung erfolgt über einen Fußschalter, was komfortabel und arbeitssparend ist; Bis zu 3000 Stück pro Stück × 2000 mm, kleine Platten können in den vier Ecken der Werkbank fixiert werden, was die Produktionsvorbereitungszeit deutlich verkürzt und die Produktionseffizienz steigert.
4. Diese Werkzeugmaschine verfügt über zwei CNC-Achsen: die Portalbewegung (X-Achse) und die Bewegung des Bohrkopfes auf dem Portalträger (Y-Achse). Jede CNC-Achse wird durch eine präzise Linearführung geführt, die von einem AC-Servomotor und einer Kugelumlaufspindel angetrieben wird. Dies gewährleistet flexible Bewegung und präzise Positionierung.

5. Die Werkzeugmaschine verwendet ein zentrales Schmiersystem anstelle einer manuellen Schmierung, wodurch eine gute Schmierung der Funktionsteile gewährleistet, die Maschinenleistung verbessert und die Lebensdauer der Maschine verlängert wird.
6. Die Bohrerkühlung der Maschine erfolgt durch Wasserzirkulation. Eine Universaldüse ist am Bohrspindelgehäuse angebracht, die das Kühlmittel permanent auf die Bohrstelle der Platte sprüht. Die Maschine ist mit einer Kühlmittelfilteranlage ausgestattet. Der Maschinentisch verfügt über eine automatische Späneabfuhr.
7. Das Steuerungsprogramm verwendet die von unserem Unternehmen entwickelte übergeordnete Computerprogrammiersoftware, die auf die speicherprogrammierbare Steuerung abgestimmt ist.
| NEIN. | Name | Marke | Land |
| 1 | Lineare Führungsschiene | CSK/HIWIN | Taiwan (China) |
| 2 | Hydraulikpumpe | Mark | Taiwan (China) |
| 3 | Elektromagnetisches Ventil | Atos/YUKEN | Italien/Japan |
| 4 | Servomotor | Innovation | China |
| 5 | Servotreiber | Innovation | China |
| 6 | SPS | Innovation | China |
| 7 | Computer | Lenovo | China |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 





