






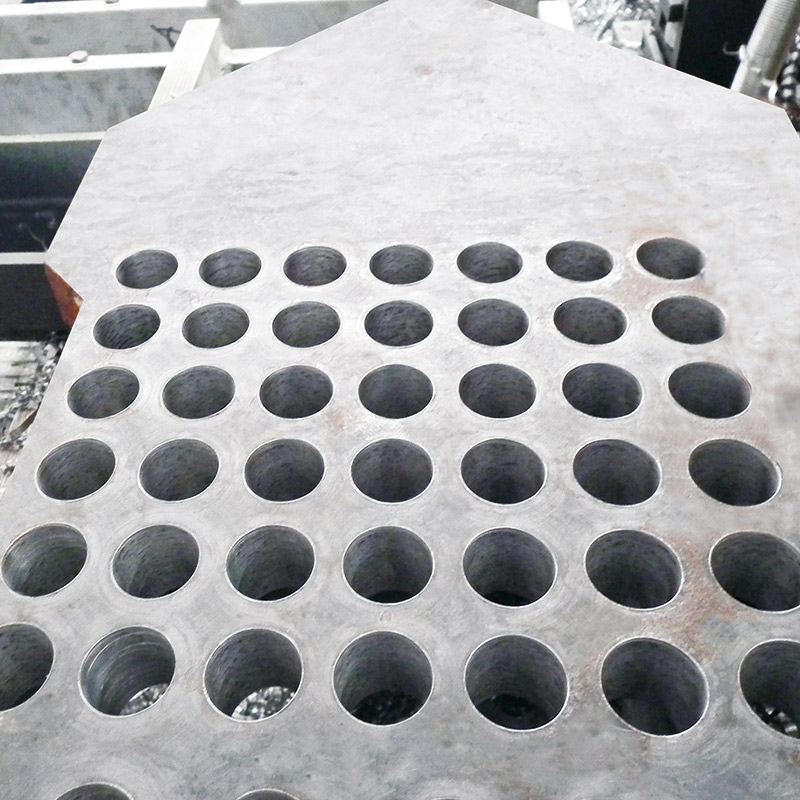
PHD2020C CNC-Bohrmaschine für Stahlplatten




| Maximale BearbeitungMaterialGröße | Durchmesser | φ2000mm |
| Platte | 2000 x 2000 mm | |
| Maximale Blechdicke | 100 mm | |
| Werkbank | T-Nutbreite | 22 mm |
| Bohrkopf | Maximaler Bohrdurchmesser eines Spiralbohrers aus Schnellarbeitsstahl | φ50 mm |
| Maximaler Bohrdurchmesser eines Hartmetallbohrers | φ40 mm | |
| Maximaler Fräserdurchmesser | φ20mm | |
| Spindelkonus | BT50 | |
| Hauptmotorleistung | 22 kW | |
| Maximales Spindeldrehmoment ≤ 750 U/min | 280 Nm | |
| Abstand von der unteren EndflächeSpindelzum Arbeitstisch | 250–600 mm | |
| Längsbewegung des Portals (x-Achse) | MaximalStroke | 2050 mm |
| Bewegungsgeschwindigkeit der X-Achse | 0–8 m/min | |
| Servomotorleistung der X-Achse | Etwa 2×1,5kW | |
| Seitliche Bewegung des Antriebskopfes(Y-Achse) | Maximaler Hub des Zylinderkopfes | 2050 mm |
| Servomotorleistung der Y-Achse | etwa 1,5 kW | |
| Vorschubbewegung des Antriebskopfes(Z-Achse) | Z-Achsen-Verkehr | 350 mm |
| Z-Achsen-Servomotorleistung | etwa 1,5 kW | |
| Positionierungsgenauigkeit | X-Achse,Y-Achse | 0,05 mm |
| Wiederholgenauigkeit der Positionierung | X-Achse,Y-Achse | 0,025 mm |
| Pneumatisches System | Erforderlicher Luftversorgungsdruck | ≥0,8 MPa |
| Motorleistung für Späneförderer | 0,45 kW | |
| Kühlung | Interner Kühlmodus | Luftnebelkühlung |
| Externer Kühlmodus | Zirkulationswasserkühlung | |
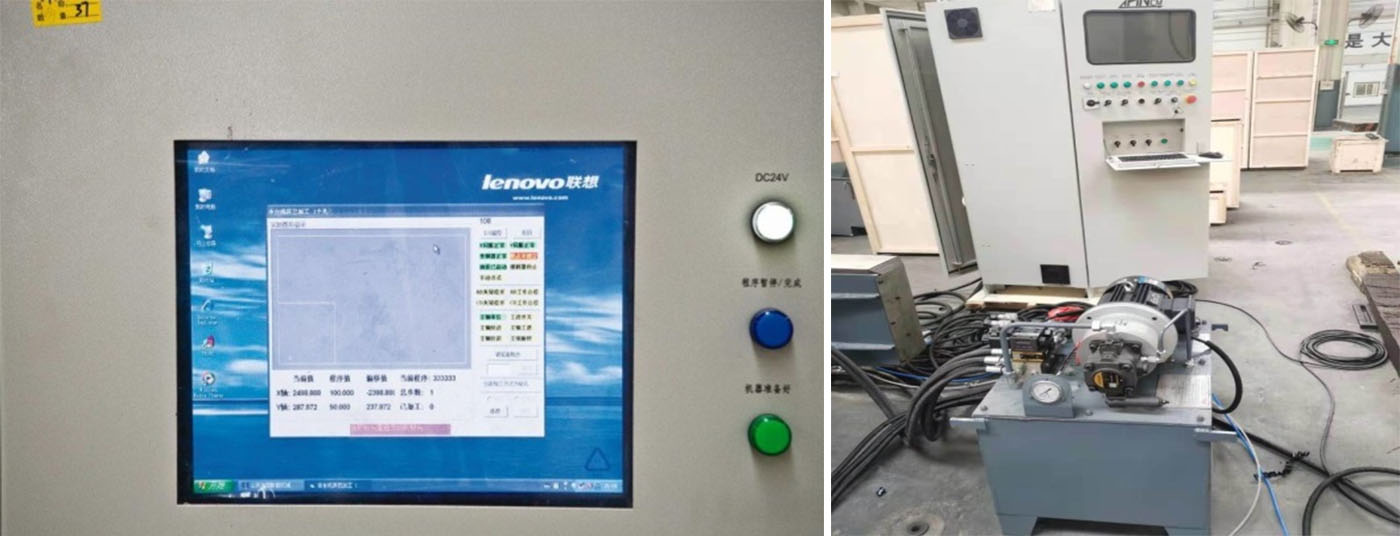
| Elektrisches System | CNC | Siemens 808D |
| Anzahl der CNC-Achsen | 4 | |
| Hauptmaschine | Gewicht | etwa 8500 kg |
| Gesamtabmessungen(Länge × Breite × Höhe) | Ungefähr 5300(3300)×3130×2830 mm |
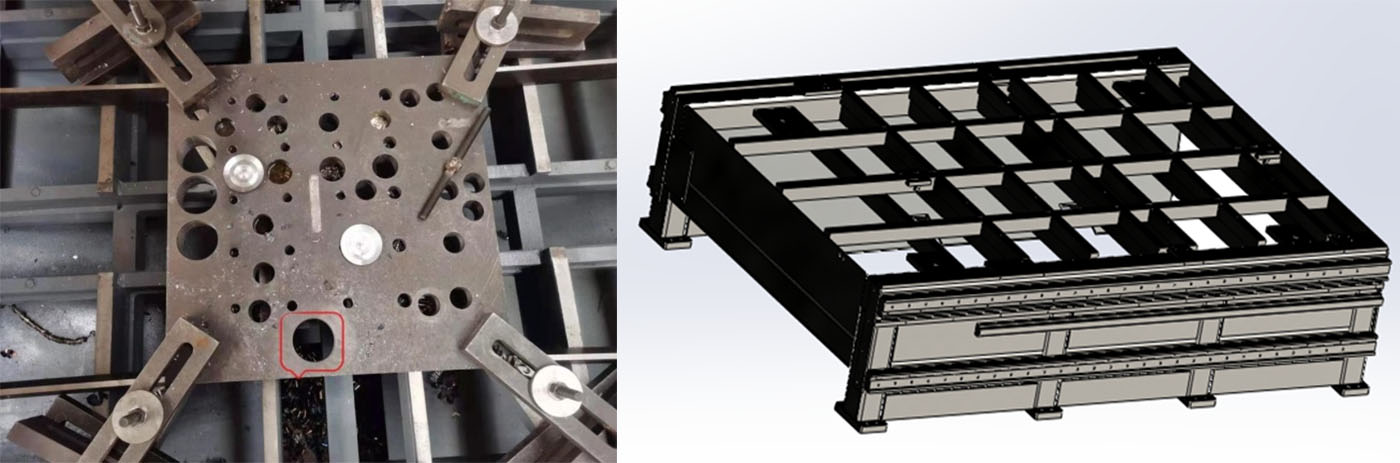
1. Diese Maschine besteht im Wesentlichen aus Bett und Längsschlittenplatte, Portal und Querschlittentisch, Bohrkopf, Spanabfuhrvorrichtung, pneumatischem System, Sprühkühlsystem, Zentralschmiersystem, elektrischem System usw.
2. Die Spindel des Bohraggregats ist eine in Taiwan gefertigte Präzisionsspindel mit hoher Rotationsgenauigkeit und guter Steifigkeit. Dank der BT50-Kegelaufnahme ist ein einfacher Werkzeugwechsel möglich. Sie kann sowohl Spiralbohrer als auch Hartmetallbohrer aufnehmen und bietet somit ein breites Anwendungsspektrum. Für leichte Fräsarbeiten können Schaftfräser mit kleinem Durchmesser verwendet werden. Die Spindel wird von einem Frequenzumrichter angetrieben, was ebenfalls vielfältige Einsatzmöglichkeiten eröffnet.

3. Die Werkzeugmaschine verfügt über vier CNC-Achsen: die Portalpositionierachse (X-Achse, Doppelantrieb), die Querpositionierachse (Y-Achse) des Bohrkopfes und die Vorschubachse (Z-Achse) des Bohrkopfes. Jede CNC-Achse wird von einer präzisen Linearführungsschiene geführt und von einem AC-Servomotor mit Kugelgewindetrieb angetrieben.
4. Die Werkzeugmaschine ist mit einem Flachketten-Späneförderer in der Mitte des Maschinenbetts ausgestattet. Die Eisenspäne werden im Späneförderer gesammelt und dorthin transportiert, was die Spanabfuhr erheblich erleichtert. Das Kühlmittel wird recycelt.
5. An den Führungsschienen der x- und y-Achse auf beiden Seiten der Werkzeugmaschine sind flexible Schutzabdeckungen angebracht.
6. Das Kühlsystem hat die Wirkung einer internen und einer externen Kühlung.
7. Die CNC-Steuerung der Werkzeugmaschine ist mit einer Siemens 808D und einem elektronischen Handrad ausgestattet und zeichnet sich durch hohe Leistungsfähigkeit und einfache Bedienung aus. Sie verfügt über eine RS232-Schnittstelle und bietet Funktionen zur Bearbeitungsvorschau und -prüfung. Die Bedienoberfläche ermöglicht die Mensch-Maschine-Kommunikation, Fehlerkompensation und automatische Alarmierung und realisiert die automatische CAD/CAM-Programmierung.
| NEIN. | Name | Marke | Land |
| 1 | LIn-Ear-Führungsschiene | HIWIN/PMI/ABBA | Taiwan, China |
| 2 | Kugelgewindetriebpaar | HIWIN/PMI | Taiwan, China |
| 3 | CNC | Siemens | Deutschland |
| 4 | Servomotor | Siemens | Deutschland |
| 5 | Servotreiber | Siemens | Deutschland |
| 6 | Präzisionsspindel | KENTURN | Taiwan, China |
| 7 | Zentralschmierung | BIJUR/HERG | USA / Japan |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 





