







PD16C Doppeltisch-Portal-CNC-Plattenbohrmaschine




| Artikel | Parametername | Parameterwert |
| PlatteGröße | PlatteÜberlappungsdicke | Max. 80 mm |
| Breite*Länge | 1000 mm × 1650 mm 1 Stück | |
| 825 mm × 1000 mm 2-teilig | ||
| 500 mm × 825 mm 3-teilig | ||
| Bohrdurchmesser | Φ12mm-Φ50mm | |
| Methode mit variabler Drehzahl | Stufenlose Drehzahlregelung des Wechselrichters | |
| Drehzahl(Drehzahl) | 120-560 U/min | |
| Verarbeitungsfutter | Hydraulische stufenlose Drehzahlregelung | |
| PlatteKlemmung | Klemmdicke | 15-80 mm |
| Anzahl der Spannzylinder | 12个 | |
| Klemmkraft | 7,5 kN | |
| Motor | Spindelmotor | 5,5 kW |
| Hydraulikpumpenmotor | 2,2 kW | |
| Spänefördermotor | 0,4 kW | |
| Kühlpumpenmotor | 0,25 kW | |
| Servomotor der X-Achse | 1,5 kW | |
| Servomotor der Y-Achse | 1,0 kW | |
| Maschinengröße | Länge*Breite*Höhet | etwa 3160*3900*2780 mm |
| Wight | Maschine | etwa 4000 kg |
| Spanabfuhrsystem | etwa 400 kg | |
| Schlaganfall | X-Achse | 1650 mm |
| Y-Achse | 1000 mm |
1. Diese Maschine besteht hauptsächlich aus Bett, Portal, Transpositionstisch (Doppeltisch), Bohrkopf, Hydrauliksystem, Steuerungssystem, Zentralschmiersystem, Späneabfuhrsystem, Kühlsystem, Schnellwechselfutter usw.
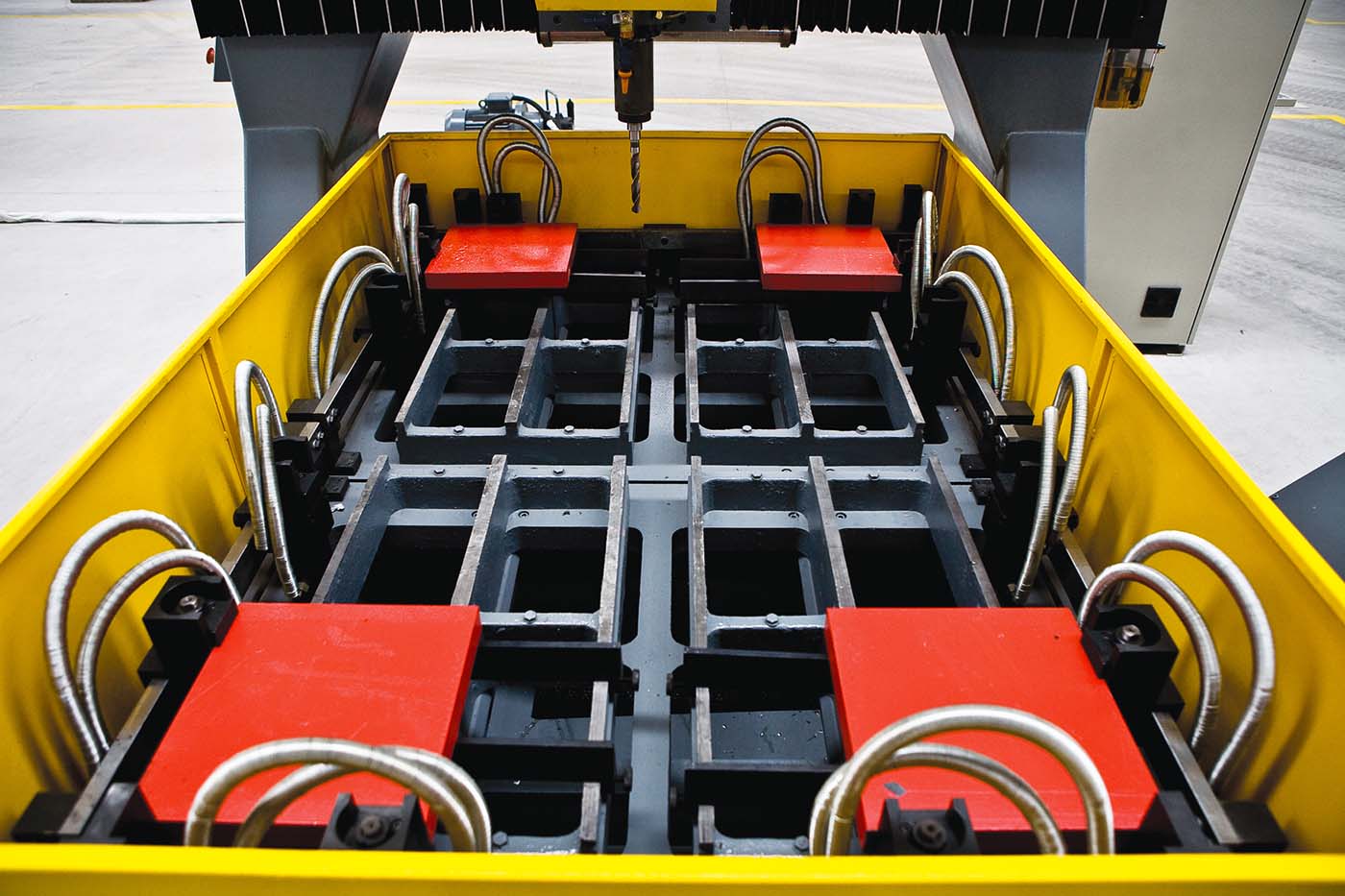
2. Diese Maschine ist als Festbett und beweglicher Portalrahmen ausgeführt. Portalrahmen, Bett und Arbeitstisch sind vollständig geschweißte Konstruktionen, die nach der Alterungsbehandlung eine stabile Genauigkeit gewährleisten. Die Platte wird mittels hydraulischer Spannvorrichtungen fixiert, und die Bedienung erfolgt bequem und kraftsparend per Fußschalter.


3. Diese Maschine verfügt über zwei CNC-Achsen: die Bewegung des Portals (x-Achse) und die Bewegung des Bohrkopfes auf dem Portalträger (y-Achse). Jede CNC-Achse wird von einer präzisen Linearführung geführt, die direkt von einem AC-Servomotor mit Kugelgewindetrieb angetrieben wird. Dies ermöglicht flexible Bewegungen und präzise Positionierung.
4. Der hydraulische, automatische Hubsteuerungs-Bohrkopf ist eine patentierte Technologie unseres Unternehmens. Vor der Inbetriebnahme müssen keine Parameter eingestellt werden; der Wechsel zwischen schnellem Vorwärts-, Normal- und schnellem Rückwärtslauf erfolgt automatisch durch das Zusammenwirken von Elektrohydraulik und Hydraulik.
5. Diese Werkzeugmaschine verwendet ein zentrales Schmiersystem anstelle einer manuellen Schmierung, um sicherzustellen, dass die Funktionsteile gut geschmiert sind, die Leistung der Werkzeugmaschine zu verbessern und ihre Lebensdauer zu verlängern.
6. Das Steuerungsprogramm verwendet eine übergeordnete Computerprogrammiersoftware, die auf die von unserem Unternehmen eigenständig entwickelte programmierbare Steuerung abgestimmt ist.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 





