




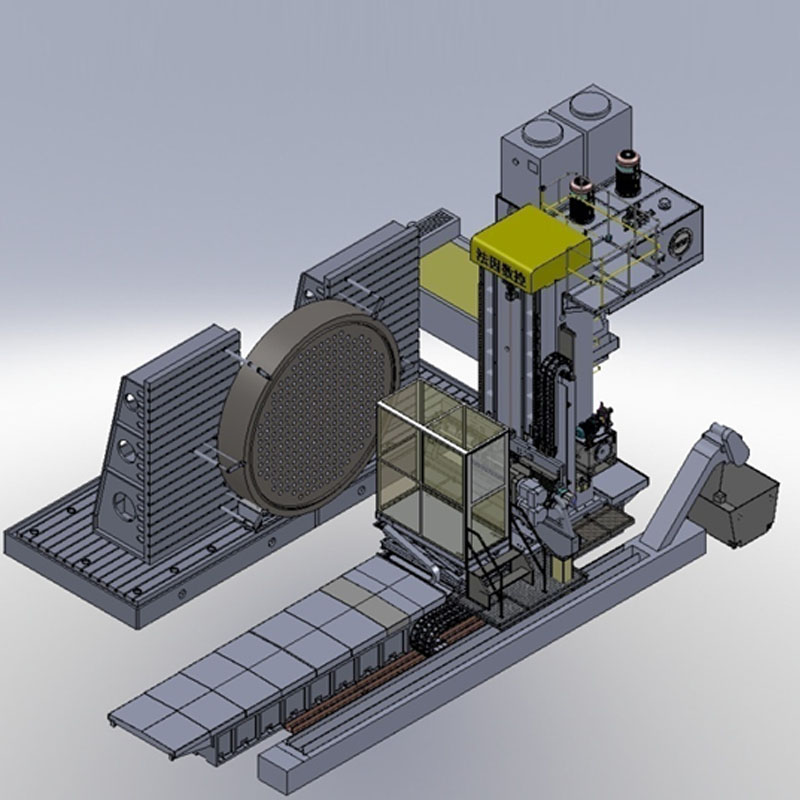

Horizontale CNC-Tieflochbohrmaschine mit zwei Spindeln




| Artikel | Name | Parameterwert | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
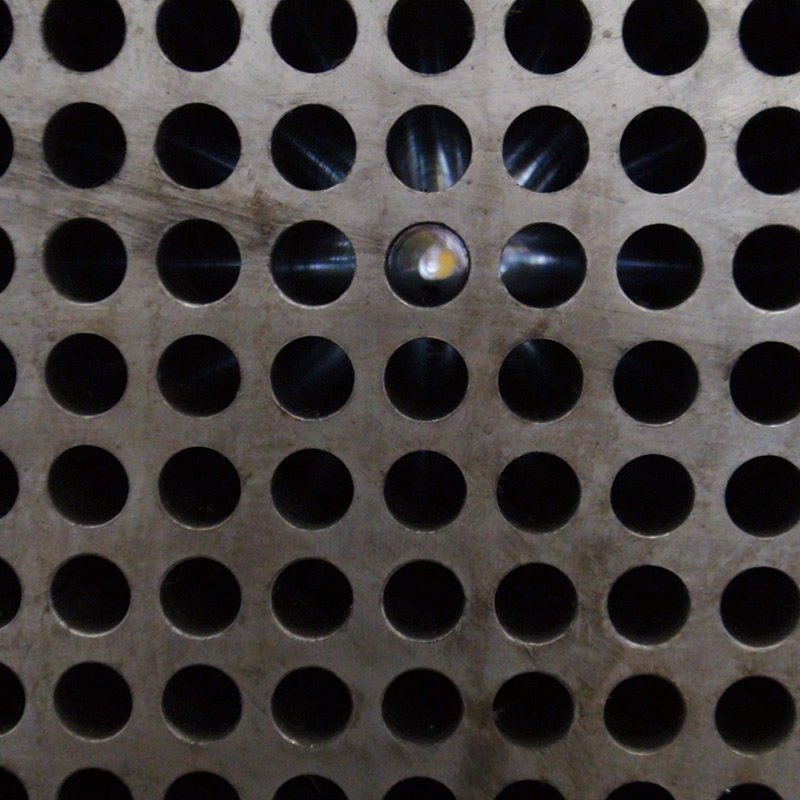
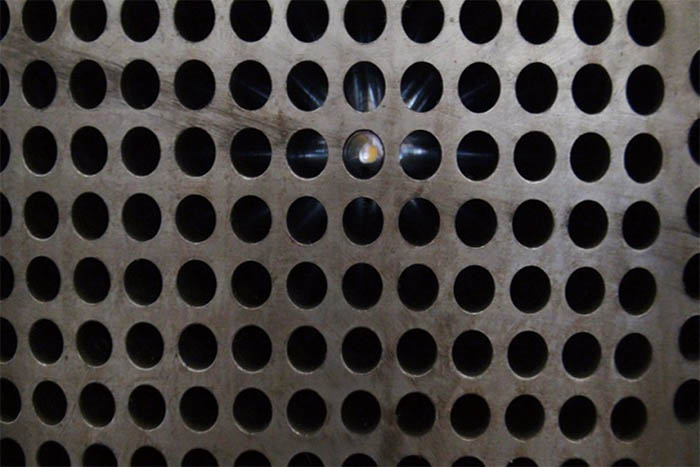
| Rohrplattenabmessung | MaximalBohrenDurchmesser | φ2500mm | Φ4000mm | φ5000mm | |||
| Bohrlochdurchmesser | BTA-Bohrer | φ16~φ32 mm | φ16~φ40 mm | ||||
| Maximale Bohrtiefe | 750 mm | 800 mm | 750 mm | ||||
| BohrenSpindel | Menge | 2 | |||||
| Spindelmittenabstand (einstellbar) | 170-220 mm | ||||||
| SpindelDurchmesser des vorderen Lagers | φ65mm | ||||||
| Spindeldrehzahl | 200~2500 U/min | ||||||
| Spindel mit variabler Frequenzumrichterleistung | 2×15kW | 2×15kw/20,5 kW | 2×15kW | ||||
| Längsgleitbewegung (X-Achse) | Schlaganfall | 3000 mm | 4000 mm | 5000 mm | |||
| Maximale Bewegungsgeschwindigkeit | 4 m/min | ||||||
| Servomotorleistung | 4,5 kW | 4,4 kW | 4,5 kW | ||||
| Vertikale Gleitbewegung der Säule (Y-Achse) | Schlaganfall | 2500 mm | 2000 mm | 2500 mm | |||
| Maximale Bewegungsgeschwindigkeit | 4 m/min | ||||||
| Servomotorleistung | 4,5KW | 7,7 kW | 4,5KW | ||||
| Bewegung des Doppelten Spindelvorschubschlitten (Z-Achse) | Schlaganfall | 2500mm | 2000 mm | 900 mm | |||
| Vorschubgeschwindigkeit | 0~4 m/min | ||||||
| Servomotorleistung | 2KW | 2,6 kW | 2,0 kW | ||||
| Hydrauliksystem | Hydraulikpumpendruck / Durchfluss | 2,5~5 MPa,25 l/min | |||||
| Motorleistung der Hydraulikpumpe | 3 kW | ||||||
| Kühlsystem | Kühlwassertankkapazität | 3000L | |||||
| Industriekühlschrank-Stromversorgung | 28,7 kW | 2 x 22 kW | 2 x 22 kW | 2 x 14 kW | |||
| Eelektrisches System | CNCSystem | FAGOR8055 | Siemens828D | FAGOR8055 | FAGOR8055 | ||
| AnzahlCNC-Achsen | 5 | 3 | 5 | ||||
| Gesamtleistung des Motors | Ungefähr 112KW | Um125 kW | Ungefähr 112KW | ||||
| Maschinenabmessungen | Länge × Breite × Höhe | Etwa 13 × 8,2 × 6,2 m | 13*8,2*6,2 | 14 x 7 x 6 m | 15 x 8,2 x 6,2 m | ||
| Maschinengewicht | Etwa 75 Tonnenons | Um70 Tonnen | Etwa 75 Tonnenons | Etwa 75 Tonnenons | |||
| Genauigkeit | Positioniergenauigkeit der X-Achse | 0,04 mm / Gesamtlänge | 0,06mm/ Gesamtlänge | 0,10mm/ Gesamtlänge | |||
| Wiederholgenauigkeit der Positionierung entlang der X-Achse | 0,02 mm | 0,03 mm | 0,05 mm | ||||
| Positioniergenauigkeit vonY-Achse | 0,03 mm / Gesamtlänge | 0,06 mm / Gesamtlänge | 0,08 mm/Gesamtlänge | ||||
| Wiederholgenauigkeit der Positionierung auf der Y-Achse | 0,02 mm | 0,03 mm | 0,04 mm | ||||
| Toleranz des LochssAbstand | At BohrenWerkzeugeingang FAs | ±0,06 mm | ±0,10 mm | ±0,10mm | |||
| At BohrenExport-Tool Gesicht | ±0,5 mm/750 mm | ±0,3–0,8 mm/800 mm | ±0,3–0,8 mm/800 mm | ±0,4nn750mm | |||
| Lochrundheit | 0,02 mm | ||||||
| LochabmessungGenauigkeit | IT9~IT10 | ||||||
1. Diese Maschine gehört zur Gruppe der horizontalen Tieflochbohrmaschinen. Das präzise gefertigte Gussbett ist stabil und trägt einen Längsschlitten, der die Säule in Längsrichtung (X-Richtung) verschiebt. Die Säule ist mit einem Vertikalschlitten ausgestattet, der den Spindelvorschubschlitten für die Vertikalbewegung (Y-Richtung) trägt. Der Spindelvorschubschlitten treibt die Spindel für die Vorschubbewegung (Z-Richtung) an.

2. Die X-, Y- und Z-Achse der Maschine werden alle durch Linearrollenführungspaare geführt, die eine extrem hohe Tragfähigkeit und ein überlegenes dynamisches Ansprechverhalten, kein Spiel und eine hohe Bewegungsgenauigkeit aufweisen.
3. Der Arbeitstisch der Maschine ist vom Maschinenbett getrennt, sodass das eingespannte Material nicht durch Vibrationen des Maschinenbetts beeinträchtigt wird. Der Arbeitstisch ist aus Gusseisen gefertigt und zeichnet sich durch hohe Präzision aus.
4. Die Maschine verfügt über zwei Spindeln, die gleichzeitig arbeiten können. Ihre Effizienz ist nahezu doppelt so hoch wie die einer Einspindelmaschine.
5. Die Maschine ist mit einer automatischen Spanabfuhr in Kettenbauweise ausgestattet. Die beim Bohren entstehenden Eisenspäne werden über ein Späneförderband zur Spanabfuhr transportiert, wo die Spanabfuhr automatisch erfolgt.

6. Die Maschine ist mit einem automatischen Schmiersystem ausgestattet, das die zu schmierenden Teile wie Führungsschiene und Spindel regelmäßig schmiert und so einen stabilen Betrieb der Maschine gewährleistet und die Lebensdauer der einzelnen Teile verlängert.
7. Das numerische Steuerungssystem der Maschine ist ein Siemens 828D/FAGOR 8055, das mit einem elektronischen Handrad ausgestattet ist und daher eine einfache Bedienung und Wartung ermöglicht.

| NO | Name | Marke | Land |
| 1 | LIn-Ear-Führungsschiene | HIWIN/PMI | Taiwan (China) |
| 2 | CNCSystem | SIEMENS | Deutschland |
| 3 | Planetengetriebe | APEX | Taiwan (China) |
| 4 | Interne Kühlverbindung | DEUBLIN | USA |
| 5 | Ölpumpe | JUSTMARK | Taiwan (China) |
| 6 | Hydraulikventil | ATOS | Italien |
| 7 | Vorschub-Servomotor | Panasonic | Japan |
| 8 | Schalter, Knopf, Kontrollleuchte | Schneider/ABB | Frankreich / Deutschland |
| 9 | Automatisches Schmiersystem | BIJUR/HERG | USA / Japan |
Hinweis: Der oben genannte Lieferant ist unser Standardlieferant. Sollte der oben genannte Lieferant die Komponenten aus besonderen Gründen nicht liefern können, behalten wir uns vor, diese durch Komponenten gleicher Qualität von anderen Herstellern zu ersetzen.



Kurzprofil des Unternehmens  Werksinformationen
Werksinformationen  Jährliche Produktionskapazität
Jährliche Produktionskapazität  Handelsfähigkeit
Handelsfähigkeit 